Recent progress and development trend of vacuum heat treatment technology (4)
3.5 Vacuum sintering furnace [11]
In recent years, vacuum sintering furnaces have made new progress in processing range, working temperature, furnace loading and control technology, and can be used for sintering of stainless steel, tool steel, cemented carbide, ceramics, NdFeB and other materials. The application prospect is broad.
CVI Co. of the United States has developed a series of high-performance powder sintering vacuum furnaces, four types of main types, operating temperature of 1 400 ° C, 1650 ° C, 2300 ° C, filled with inert gas, used in stainless steel, tool steel, ceramics Sintering and heat treatment of materials. Figure 11 shows the CVI type
Vacuum sintering furnace overview. Germany's TTGmbH, ALDTVGmbH and PVAGmbH developed a new high-temperature (~1750 °C), high-pressure (~10MPa) vacuum sintering furnace with high temperature control accuracy, advanced technical indicators and excellent performance.
3.6 ICBP series low pressure carburizing technology and low pressure carburizing multi-purpose furnace [11]
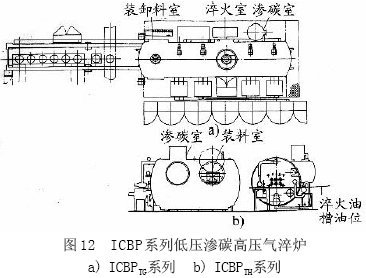
Conventional gas carburization, due to the presence of oxygen and oxides in the atmosphere, inevitably causes oxidation, which is extremely detrimental to the fatigue properties of the parts. In the past ten years, the patented low-pressure carburizing technology and the ICBP series low-pressure carburizing multi-purpose furnace invented by ECM in France have solved this problem well and have been applied in the automotive industry with promising prospects. A simplified diagram of the ICBP series low pressure carburizing high pressure gas quenching furnace is shown in Figure 12.
3.7 VZKQ multi-purpose vacuum furnace [12,13]
Low-alloy tool steels such as bearing steels require better heat transfer performance of the quenching gas, and should not be treated in a single-chamber vacuum furnace. Only in the cold quenching chamber can a satisfactory quenching effect be obtained. For this purpose, multi-purpose vacuum furnaces, continuous multi-chamber vacuum furnaces and MoudulTherm type reciprocating modular vacuum furnaces have been developed. In addition to quenching, the multi-purpose vacuum furnace can also be subjected to surface hardening treatment such as vacuum carburization.
The schematic diagram of the VZKQ multi-purpose vacuum furnace is shown in Figure 13.

3.8 High temperature ultra high pressure vacuum heat treatment furnace [11]
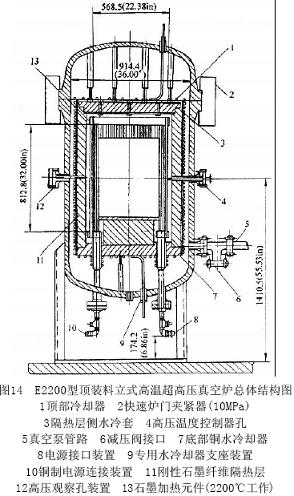
High-temperature ultra-high pressure vacuum furnace is the product of modern metallurgical technology, modern vacuum furnace technology and computer and microelectronics technology. It is mainly used in high temperature sintering, crystal growth, physical testing and gemstone production. The E2200 top-loading vertical high-temperature ultra-high pressure vacuum heat treatment furnace developed by MFR Inc. (Materials and Furnace Company) of the United States was the product of the 1990s. The overall structure is shown in Figure 14. The main technical performance indicators are:
(1) The effective heating zone size is f450mm×600mm;
(2) heating rate of 50 ° C / min;
(3) The maximum working temperature is 2200 ° C;
(4) Temperature uniformity ± 10 ° C (in 1200 ° C ~ 2200 ° C, from vacuum to 10 MPa effective heating zone);
(5) The maximum working pressure is 10 MPa;
(6) Working gas nitrogen or argon, 283L/min;
(7) cooling rate from 2200 ° C to 200 ° C for 6 h, ie 333 ° C / h; using heat exchanger cooling, load 45.36 kg, the cooling time is 2h, that is 1000 ° C / h;
(8) vacuum system Leybold Co. D90A mechanical vacuum pump, 1500 L / min;
(9) Power supply 250kVA~275kVA, 380V~480V, 3 phase, 50Hz~60Hz;
3.9 High pressure gas quenching vacuum furnace with double convection circulation system
Figure 15 is a structural diagram of the Hobwagen VRK type bottom-loading vertical dual-flow high-pressure high-flow rate gas quenching furnace, which is characterized by a dual-flow circulation (heating and cooling) device that can process workpieces under high vacuum or pressurize ( 0.6MPa) quenching and cooling, the effective size is f1500mm×1800mm. VRK type gas quenching furnace can be used for homogenization annealing and age hardening of gas turbine parts, quenching of aircraft landing gear parts, instantaneous delay quenching of elongated shaft parts such as extruder worm and broach, die casting mold, extrusion Heat treatment of a mold or the like.
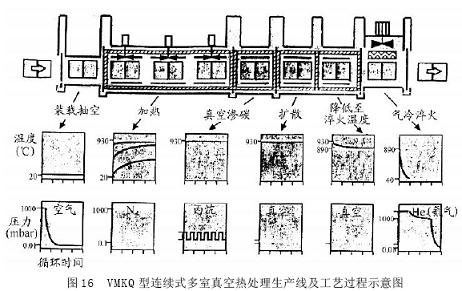
3.10 VMKQ continuous multi-chamber vacuum furnace production line [12,13]
The continuous multi-chamber vacuum furnace production line can be continuously produced by vacuum carburizing and high-pressure gas quenching, and various combinations can be carried out according to the production process requirements to implement different processes. The workpiece is operated by the movable beam type automatic conveying device, and the sealing and heat insulating gates are opened and closed between the working chambers in time, and the working state (temperature, pressure, atmosphere, etc.) of the workpiece in the working chamber is not disturbed. The VMKQ type continuous multi-chamber vacuum furnace production line and process are schematically shown in FIG. In addition, the Modul Therm reciprocating (shuttle) module multi-purpose vacuum furnace production line [12,13] (figure omitted).
3.11 Vacuum heat treatment production line computer integrated system
Alan J. Hick of the United Kingdom introduced the heat treatment technology towards the 21st century, including a computer integrated system for vacuum heat treatment production lines using the latest computer integration technology, as shown in Figure 17.
4 Prospects for the development of vacuum heat treatment technology
In view of vacuum heat treatment is an advanced heat treatment technology with high efficiency, high quality, energy saving, clean and pollution-free. In industrialized countries, vacuum heat treatment production accounts for 20%~25% of the total heat treatment production, which has broad development prospects and major development. The trend is:
(1) Since the 1980s, high-pressure gas quenching has been widely used in foreign countries instead of oil quenching to avoid the cleaning process and improve the surface quality of the workpiece. In the early 1990s, foreign countries have been developing high-pressure gas quenching furnaces (20~40)×105Pa. As mentioned above, high-temperature and high-pressure vacuum furnaces with working pressures up to 100×105Pa and working temperatures up to 2200°C have been developed. The trend of high pressure development will continue.
(2) Extensive use of computer microelectronics technology and network technology to develop intelligent control systems and network management systems to achieve flexible and continuous operation of vacuum heat treatment processes and equipment.
(3) Further improve the degree of automation and control accuracy, the main technical indicators:
1 furnace temperature uniformity ≤ ± 3 ° C;
2 inflation pressure 5 × 105Pa ~ 20 × 105Pa, argon + hydrogen mixed gas control cooling and recovery;
3 maximum heating temperature 2500 ° C;
4 pressure rise rate <6.67×10-1Pa/h;
5 vacuum degree 10-2Pa~10-4Pa.
(4) Development of vacuum isothermal heat treatment technology, equipment and intelligent control systems.
(5) Development of vacuum induction heating technology.
(6) Research and development of vacuum degreasing cleaning technology and equipment and promotion and application.
(7) Development and application of vacuum ion implantation, vacuum ion coating technology and equipment.
(8) Under the promotion of computer technology, vacuum heat treatment process CAD and vacuum furnace design CAD technology are widely used to optimize the vacuum heat treatment process and optimize the design of the vacuum furnace structure.

references
[1] Ruan Chengpei. Vacuum heat treatment process and equipment design [M]. Beijing: Mechanical Industry Press, 1998.
[2] Ruan Chengpei. Current Status and Future of Vacuum Heat Treatment Technology in China[J]. Heat Treatment, 2000, 17(2): 1-8.
[3] Lin Guanglei, Xu Jianyin. Discussion on Vacuum Nitriding Process of 4Cr5MoSiV1 Steel Hot Extrusion Die[A]. The First China Heat Treatment Week Paper Collection [C]. Dalian, 2002.
[4] Guo Jian, Lu Jianming. Research on vacuum pulse nitriding process [A]. The first Chinese heat treatment activity week paper collection [C]. Dalian, 2002.
[5] Wang Qi. Microstructure and properties of vacuum pulsed nitrided layer of H13, 3Cr2W8V die steel [A]. The first China Heat Treatment Activity Week Papers [C]. Dalian, 2002.
[6] Liu Wei. Thoughts on technical transformation of heat treatment production in China [R]. National Heat Treatment Association Conference. Beijing, 1996.
[7] Dai Fang, et al. Development and development of single chamber vacuum high pressure gas quenching furnace [A]. Proceedings of the 6th National Industrial Furnace Academic Conference [C]. Beijing, 2002.
[8] Zhou Youchen, Dai Fang, et al. Forced convection heating and continuous high pressure gas cooling technology in vacuum furnace [A]. China Heat Treatment Industry Association and Machinery Industry Technology Trading Center. Contemporary Heat Treatment Technology Craft Equipment Collection [C]. Beijing: Mechanical Industry Press, 2002,
163-167.
[9] Zhou Youchen. Development of WZ Series Vacuum Aluminum Brazing Furnace [A]. Proceedings of the 6th National Industrial Furnace Academic Conference [C]. Beijing, 2002.
[10] Ruan Chengpei. Review of research and development of gas-fired vacuum furnaces [J]. Foreign metal heat treatment, 2000, (2).
[11] Chen Zailiang, Pei Chengpei, et al. Advanced Heat Treatment Manufacturing Technology [M]. Beijing: Mechanical Industry Press, 2002.
[12] Third ALD-Symposium China [R]. Sanya Hainan Island, November 2003.
[13] ALD Vacuum Technology AG.Third ALD-Symposium China[R]. Sanya Hainan Island , November 2003.
Previous page
Forstner bits, flat-bottomed to drill holes in wood materials, they can cut on the edge of a block of wood, and can cut overlapping holes; for such applications they are normally used in drill presses or lathes rather than in hand-held electric drills. Because of the flat bottom of the hole, they are useful for drilling through veneer already glued to add an inlay.
The bit includes a center point which guides it throughout the cut (and incidentally spoils the otherwise flat bottom of the hole). The cylindrical cutter around the perimeter shears the wood fibers at the edge of the bore, and also helps guide the bit into the material more precisely.
Forstner bits have radial cutting edges to plane off the material at the bottom of the hole. The bits shown in the images have two radial edges; other designs may have more. Forstner bits have no mechanism to clear chips from the hole, and therefore must be pulled out periodically.
")

Forstner Bits,bosch forstner bits,colt forstner bits
Behappy Crafts (suzhou)Co.,Ltd , https://www.behappyindustry.com