Optimization of forging process for 1Cr13 ring forgings
1Cr13, corresponding to Japanese brand SUS410, belongs to martensitic stainless steel, has good hardenability, high hardness, good toughness, corrosion resistance, heat strength and cold deformation performance. It is widely used in steam turbines and nuclear steam turbines. The plate ring is also the key material used in the automobile transportation industry. The 1Cr13 ring forgings referred to in this paper have been subjected to axial seamless rolling forming of the ring diameter. Ultrasonic testing found that there is continuous linear defect on the inner surface of the inner diameter, which leads to unqualified products and the impact performance after heat treatment is not up to standard. Through the analysis and research of linear defects, the original forging process is optimized and the raw material components are fine-tuned, and the performance of the products meets the technical requirements.
I. Test materials and methods
Test material
The test uses 1Cr13 material as a die-cast steel ingot produced by a factory, and is smelted by the process of "electric furnace + LF (ladle refining furnace) refining + vacuum degassing". The delivery specifications of the forged parts after roughing are f1953mm×f1691mm×217mm, as shown in Figure 1.

Figure 1 ring forgings
2. Test method
(1) Ultrasonic inspection The macroscopic inspection of the surface of the forging is carried out, and the distribution of internal defects of the forging is analyzed by ultrasonic testing.
(2) Metallographic test A metallographic test is prepared by sampling in the presence of many defects in the ring forging. Firstly, the sample is ground and polished, and after etching by the etching solution, the internal structure is mainly observed; then the sample is etched in a saturated aqueous solution of picric acid and detergent at a constant temperature of 60 ° C for a sufficient time to crystallize the crystal grains under a metallographic microscope. Degree is rated.
(3) Scanning electron microscopy The linear defects of the sample and the morphology structure near the defect were observed by scanning electron microscopy. The energy composition analyzer was used to analyze the material composition of the defect.
Second, the test results and analysis
No visible defects such as cracks were observed on the surface of the workpiece. Ultrasonic testing was performed. It was found that the forgings produced by the original process had linear defects and metallographic examination was carried out.
1. Ultrasonic test results
There are linear defects between the inner diameters of 27 and 42 mm, and the length of the defects is usually half a circle or even one turn.
2. Metallographic examination
The metallographic examination was carried out on the severe part of the inner diameter of the workpiece, and the metallographic structure was as shown in Fig. 2. It can be found from the figure that the structure is tempered sorbite + a small amount of ferrite, but its tissue size is different, the mixed crystal is serious, and it has serious damage to the mechanical properties of the product.
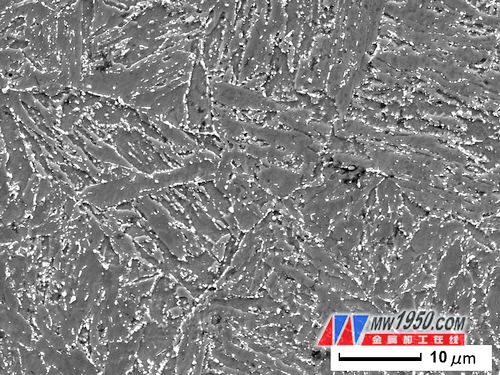
Figure 2 Metallographic photo
3. Scanning electron microscopy analysis
Scanning electron microscopy analysis of the fracture after the impact is shown in Figure 3. It can be seen from the figure that the chain inclusions are interspersed on the fracture, which greatly reduces the mechanical properties of the product.
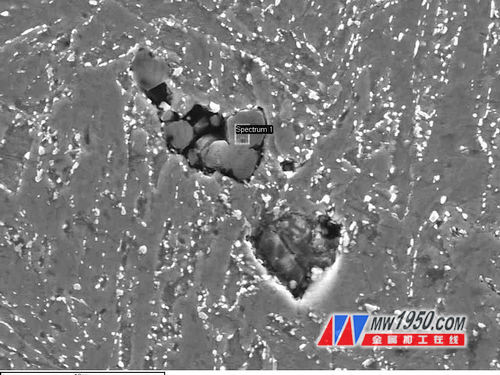
Figure 3 SEM photo
In order to analyze the composition of the inclusions, a regional EDS spectrum analysis was further carried out, as shown in FIG. It can be seen that the aluminum and oxygen elements have the highest peaks and the highest content, so that they can be basically determined as alumina-based inclusions, but the reason for the gas cannot be excluded. The most harmful inclusions in steel are alumina and particulate non-deformable oxides, followed by silicates and carbonitrides. Because these inclusions destroy the continuity of the matrix, the matrix undergoes strong plastic deformation during the forging process, and the inclusions do not have plasticity at the deformation temperature, thereby being separated from the matrix, forming cracks, and the inclusion size is larger. The more obvious the phenomenon, the more serious the impact on the performance of the forging material. Once the gas enters the steel ingot, it is difficult to discharge through subsequent forging.

Figure 4 inclusion EDS
Third, process optimization
From the above tests and analysis, it can be concluded that the size of the tissue is different, the mixed crystal is severe, the segregation of alumina inclusions, and the possible gas are the reasons why the product detection performance cannot meet the technical requirements. In response to this situation, this problem has been solved by improving the raw material composition and the forging process. The products produced by the optimized solution have non-destructive testing and mechanical properties that meet the technical requirements.
1. Improvement of chemical composition of materials
The comparison of raw materials with new material components is shown in Table 1.
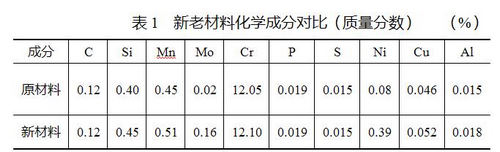
It can be seen from Table 1 that the content of Mo and Ni is increased because Mo can effectively inhibit the segregation of harmful elements in steel, which is an effective element to eliminate or reduce the high temperature temper brittleness of steel, and Mo is a strong carbide forming element. , to reduce the carbon activity in the steel, and its carbide stability is not easy to grow, so it can refine the grain, which can improve the tempering stability of the steel; while Ni reduces the resistance of the dislocation motion in the steel, can improve the toughness of the steel matrix degree.
2. Improvement of forging process
(1) The original process and analytical ring forging forming production process are as follows: forging shape → roughing before heat treatment → primary ultrasonic inspection → heat treatment (quenching + tempering) → car processing to delivery size → final ultrasonic inspection.
Forging shape. The mold ingot is fully removed from the riser and gate to ensure process quality. To the heating furnace to (1160 ± 10) ° C, on the 60 000kN hydraulic press for upsetting, lengthening, punching, the blank into the f9m ring machine for rolling ring forging, to ensure that the steel ingot through. The initial forging temperature is ≤1120 °C, and the final forging temperature is ≥850 °C.
Ultrasonic testing: After roughing the ring forging, place it on the inspection platform, apply the organic oil coupling agent on the surface, perform ultrasonic inspection, and detect whether there are internal cracks or defects of other nature according to the single straight probe contact method.
Heat treatment (quenching + tempering) process: the forged parts after roughing are heated to (990±10) °C in the heat treatment furnace, kept for 4.5 hours, and water-cooled. Tempering temperature (690 ± 10) ° C for 8 h, air cooling.
(2) New process development and process analysis The new forming process is: steel ingot overall pressing mechanism blank → cooling → forging shape → roughing before heat treatment → primary ultrasonic inspection → heat treatment (quenching + tempering) → car processing to delivery size → Final ultrasonic testing.
Due to the looseness of the body and mind of the molded ingot, there are cracks visible to the naked eye after sawing, which causes a large amount of gas to enter the ingot during the blanking process, which causes the subsequent forging to discharge the gas and heal the crack. Therefore, the new process firstly molds the ingot. The whole body is pressed through the blank to heal the internal cracks, then cooled down to remove the risers and gates, and the gas cannot enter the ingot.
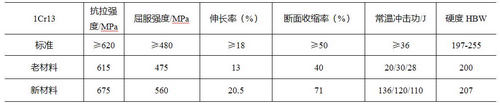
(3) Comparison of product performance after optimization By adjusting the chemical composition of raw materials and optimizing its forging process, the mechanical properties of the product have been greatly improved. The mechanical properties of raw materials and new materials are shown in Table 2, and the forgings produced by the new process are qualified.
Table 2 Comparison of mechanical properties of 1Cr13 new materials and raw materials
Fourth, the conclusion
(1) Through metallographic and EDS analysis, combined with the ultrasonic testing results of the new process forgings, and our company has already mass-produced through this process, it can be judged that due to the large amount of gas entering the ingot, the subsequent forging can not heal and form a continuous linear defect. .
(2) By fine-tuning the chemical composition of the raw materials and then subjecting the same heat treatment, the mechanical properties of the forged parts obtained are completely different, especially the impact absorption energy, so alloy elements such as Ni and Mo play a very important role in the impact of the material.
Double Sphere Rubber Joint,Double Sphere Expansion Joint,Rubber Joint Stock,Rubber Shock Absorber
Hangzhou Ehase-Flex Co.,Ltd. , https://www.ehasetech.com