Walter's thread extrusion taps improve at Badiben's Profiroll
From cold forming turning to thread extrusion taps to chipless technology, this is an industry trend, not surprising. Profiroll Technologies GmbH, located in the town of Saxony in Bad Dippen, is the world's leading machine tool and tool manufacturer and is constantly exploring the best solution for machining rotationally symmetrical workpieces. In the production of machine part threads, the production department is increasingly in need of thread extrusion taps. Effect: Less tool failure, greatly reducing machining time.
In this environment, deep hole and material quality instability often make tool life difficult to adapt to the requirements of machining cutting taps. The generated chips are easily clogged and the cutting force fluctuates greatly, so the tap has a very serious risk of fracture. In the worst case, the spark cone can only be used to remove the broken taps in the workpiece. This method is time consuming, expensive, and does not guarantee 100% success because the material tends to have hard particles behind it. Therefore, when performing thread cutting, machining stability has become a top priority in the work. In order to avoid any risk of machining stability, the machine operator has no choice but to consider the cutting parameters just in case. Since safety is first considered, people are “walking the tightrope†between production efficiency and waste, which has the potential to save a lot of money.
As a result, Badiben's Profiroll Technologies GmbH was born. For the profile rolling mills used to machine rotationally symmetrical workpieces, the company has manufactured a range of products, including ST37 linear guide plates up to 3 meters long. The ST37 is a familiar steel with different processing capabilities. The floor is 16 to 20 mm thick and requires 90 M5 or M6 through-hole threads. For this reason, the production department of Baddiben has been using machine tool taps at a steady pace. “A few years ago, we had considered using Screw extrusion taps for this application, but we didn’t have the right machine,†said Peter Zintl, production manager at Profiroll.
Because of the short machining cycle, older machines typically cannot accelerate the spindle from zero to nominal speed in a matter of seconds, which is a prerequisite for cost-effective use of high-performance tools such as threaded taps. Speeding up the spindle wastes valuable time. Can I somehow run the spindle at a speed lower than full speed? This idea is feasible but has many problems. “If the cutting speed is too low, the material will not flow smoothly through the forming process and the tool will wear faster,†said Thomas Neugebauer, Technical Support and Sales, Walter Germany.
"No matter the process, just look at the results"
When a new powerful machine was purchased from SHW in early 2013, the situation suddenly changed. At the time, the machine was also sold in the form of the Uni-Speed ​​7 Universal Machining Center. However, there is no need to use anything other than a high-performance thread cutting tool. In order to provide customers with Profiroll with maximum processing stability and optimum productivity, Walter recommends the use of Radar Prototyp Protodyn ® S Eco Plus thread extrusion with radial internal cooling. Tap. By further refining the wear-resistant TiN coating and subsequent steam treatment, the cutting speed of these tools is twice as high as that of the original machine tool taps. In other words, the processing time is reduced by 70%.
Thread forming
For housings with heat treated C45 or 42CrMo5, the cost of machining M8 threads can be saved. The matec 40-HV machining center can be used to machine these parts. Most threads (approximately 50%) are blind hole threads up to 5D deep, which can also be achieved with the Walter Prototyp Protodyn ® S Eco Plus standard threaded taps. “Before, when we used the cutting tap tapping, we used the boring process to retract the tool several times and remove the low-cut chips at the same time. In this way, the tool life is short because When the wire is retracted, it rubs against the hole wall and wears out quickly,†said Arno Deutrich, director of Profiroll Process Planning. Conversely, with a threaded extrusion tap, the thread is molded in one shot and no boring will occur - this is a huge productivity bonus. “Overall, the processing time per part is reduced by 20 minutes,†continues the director of the Process Planning Department.
Due to the process of pre-casting the workpiece, the proportion of production efficiency is not large, and Walter's tool experts have given optimized processes and tools. Walter Titex's X.treme solid carbide high performance drill. Users can also get two benefits: the tool's feed rate is faster, the tool does not need to retreat to remove iron filings during drilling, and the removal of iron filings is the standard procedure for drilling pre-cast holes, but now it is unnecessary, it is unimaginable . Deep hole forming is one of the many strengths of X·treme drills, which use internal cooling and optimized coating and groove shape, which is also a market tool benchmark.
“Using new thread cutting technology is a milestone in our production department,†concluded Arno Deutrich. Regardless of the number of holes and the depth, Profiroll chooses thread extrusion taps.
"Machine machine for single supply channel - tool - process"
Customers usually provide a part drawing, and Profiroll develops a finishing solution – almost a dedicated machine can integrate multiple processes for machining contours such as threads and gears, and even smooth surfaces. Therefore, molding technology can replace the more expensive processing process. For example, the use of high-precision turning grooves is often an alternative to grinding and is inexpensive. Since the 1990s, the ring-ring machine products have also been produced. For example, the production of ball bearings for common parts.
Generally speaking, each type of cold forming has many advantages. The parts have high tensile strength and the materials are not strictly required, so the end product is the lightest. This is especially important for the automotive industry, as Profiroll products account for approximately 70% of the end-user market share in the automotive market.
Thread extrusion taps - an ideal alternative
Timo Mager, senior manager of the Tübingen thread cutting at Walter AG, is confident in the thread extrusion tap.

What are the advantages of thread extrusion taps?
Since the chip does not generate chips, the thread extrusion tap has high processing stability, so the tool life is long. Deep threads can be machined because there are no chips. Because the tool has no flutes, it is very solid and reliable. The cutting speed is much higher than the tool used to cut the tap, so the user can save a lot of time.
What are the requirements for threaded extrusion taps for machine tools, materials or core holes?
Thread extrusion taps are generally suitable for any machine tool. However, old-fashioned machine tools often fail to achieve the highest cutting speeds, so the tool performance cannot be fully utilized. This is not the case with advanced machine tools.
Extrusion materials include steel (<1300 N/mm 2 ), stainless steel (<1100 N/mm 2 ), and non-ferrous metals. For alloys containing Si, it can be less than 12%. In general, the bottom hole of the thread extrusion must be drilled larger than the thread cutting bottom hole. Because the workpiece material will accumulate during the forming process to form a threaded diameter, the accuracy requirements are more stringent. In general, the hole tolerance is ±0.02 mm. For materials that are not easily deformed, the hole diameter can be increased to maximize tool life. Because of the interaction of various factors during thread extrusion, it is difficult to make general provisions for cutting data and bore diameters. Therefore, we have stored detailed recommendations in the Walter GPS tool software. The software takes into account differences in various processing conditions and provides technical support to the user.
There are many tools that use external and internal cooling. What are the advantages of internal cooling? For extrusion molding that does not form chips, it is no longer required to rinse the chips.
Extrusion requires extremely high lubrication. For blind holes, the internal cooling coolant improves the lubrication because the coolant flows into the hole from the middle and is extruded under pressure at the thread side. In addition, the chips left in the blind holes after drilling can be removed. However, we also have tooling products in which the coolant flows radially, whether blind or through-hole, these product variants guarantee perfect lubrication.
Profiroll Technologies GmbH was founded in the 1940s. Nowadays, the company operates globally and globally. It sells about 100 machine tools every year. It no longer specializes in thread processing and also processes rotationally symmetric workpieces. A total of about 300 employees, and 35 people have received specialized training. In addition to machine tools, Profirol also supplies forming tools and offers a wide range of services. For more information, please visit:
The first set of pictures: "baseplate" workpiece picture

Legend: The linear guide plate has 90 M5 or M6 tapped holes.
The second set of pictures: "bearing seat" picture
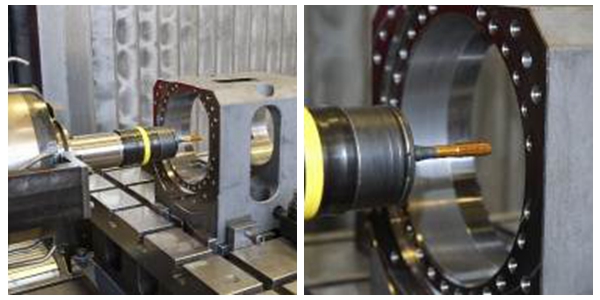
Legend: The bearing housing is made of heat-treated steel. It is required to process about 50 M8 tapped holes. The machining depth of the threaded taps is about 5D.
The third group of pictures: people

Legend: Profiroll machine operator Andre Kn ö fel (middle) and Walter Germany technical support and sales department Thomas Neugebauer (right) right side shot taken from the large Uni-Speed ​​7 purchased from SHW before the Profiroll machined with this machine The product includes a long base for linear guides.
The fourth group of pictures: machine tools

Legend: Powerful advanced machine tools make it possible to quickly machine large numbers of threads.
The fifth group picture: tool

Walter Prototyp Protodyn ® S Eco Plus tool
Legend: Walter Prototyp Protodyn ® S Eco Plus Threaded Tap is a high-end tool that uses an internal cooling method with a radial coolant outlet, a TiN coating and steam treatment.
Stainless Steel Nuts,M10 Stainless Steel Triangle Nut,Stainless Steel Wing Nuts,Stainless Steel Triangle Nut,M6 Wing Nuts
Jiangsu Dingtian Stainless Steel Products Co., Ltd. , https://www.dingtiancasting.com