The automobile engine is composed of dozens of castings. Except for several castings such as balance shaft and flywheel, most of the castings are produced by coated sand core (type). According to inaccurate statistics, the assembly of an economical car engine is made. The coated sand used is about 50 kg. With the continuous improvement of the performance of automobiles, the requirements for the use of coated sand are getting higher and higher. In particular, Tianjin FAW proposes to create a green and harmonious life, pursue environmental protection from product design, and pay attention to environmental protection in business management. Tianjin Yabu Core Material Co., Ltd. has developed a variety of coated sands for specific applications with more than 20 years of experience in research and production of coated sand. FAW Xiali engine main engine factory and casting matching factory have used more than 100,000 tons of coated sand for engine casting production. The development of environmentally-friendly high-performance coated sand not only can effectively solve the pollution problem caused by the use of coated sand in the casting factory, but also further improve the casting level, creating favorable conditions for FAW Xiali to renovate its own brand of economic cars.
1. Application of low expansion coated sand on camshaft castings
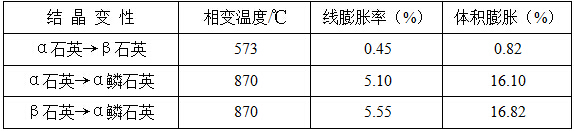
The tensile strength of coated sand used in the production of Xiali camshaft is >40 MPa, which is the only casting produced by the coated sand in CA4GA engine castings. Since the camshaft cam must have high wear resistance and the cold shock layer is above 4mm, the cold iron should be placed beside the camshaft cavity before the molding is shot, and the chilling effect is generated when the camshaft is poured. Because the camshaft sand type weighs more than 20kg (excluding cold iron), it belongs to thick coated sand type. The coated sand used for modeling must have higher strength and better fluidity to ensure no deformation after modeling, which is conducive to storage and transportation. And use. However, due to the large sand type, it is easy to cause sand fracture and deformation. Especially in winter, due to the cold separation effect of cold iron, the coated sand around the cold iron is slower than other parts, and the fractured sand type exceeds 50% during the pouring process. In the middle, it is easy to run the box and produce burrs. We use the boiling thermal method to regenerate the waste coated sand. The structural transformation characteristics of quartz sand are shown in Table 1.
Table 1 Characteristics of quartz variants
It can be seen from Table 1 that after the waste sand is regenerated, the expansion rate is reduced to a different extent than the original sand. The organic resin on the surface of the coated sand is calcined at a high temperature, and the impurities on the surface of the sand are simultaneously removed by carbonization. As a result, the amount of ignition and gas generation of the reclaimed sand is lower than that of the original sand. During the process of waste sand regeneration, the sand particles rub against each other, squeeze and impact, which improves the roundness of the sand surface and makes the granularity of the recycled sand more concentrated.
The reclaimed sand has good performance, can be formulated with high-index coated sand, and also provides a guarantee for solving the problems related to camshaft modeling. When a camshaft sand type with a high molding and core temperature is required, thermal stress and residual stress of the resin bonded bridge are caused. This is because the thermal properties of the silica sand and the resin film, such as linear expansion coefficient, thermoelastic modulus, and thermal conductivity, are largely different. The shape of the coated sand and the shrinkage of the resin after core making are restricted by the rigidity of the sand and cause residual tensile stress, so that the strength of the coated sand is significantly reduced. Therefore, the reclaimed sand with a lower coefficient of linear expansion can effectively solve the problems of high temperature modeling of the camshaft and the cylinder, and broken cores and cracks caused by residual stress during core making.
2. Development of environmentally friendly coated sand and its application on cylinder core
CA4GA cylinder castings have high dimensional accuracy, thin walls, light weight, and complex casting structure. The cylinder castings require high strength and low gas generation. Two indicators of cylinder coated sand detection: normal temperature tensile strength>3.5MPa, and ignition loss <2.2%. The formation of the strength of the coated sand is formed by three forces, namely, the cohesive force of the resin binder, the adhesion of the resin and the surface of the sand, the cohesive force of the cohesive force and the adhesion. The bond strength of the core depends on cohesion and adhesion. Therefore, the strength of the coated sand is a combination of adhesion strength and cohesive strength. FAW's CA4GA engine is an environmentally-friendly, low-fuel economy engine. Its production process tends to be “green castingâ€, which is reflected in the cleanliness of the casting process and the harmless use of raw materials and materials. The phenolic resin produced by coated sand contains more than 1.5% free phenol, and the free phenol will diffusely escape during core making and molding production. The generated flue gas harms workers' health, pollutes the production environment and affects the cleanliness of foundry production. The presence also affects the performance of the coated sand. In order to achieve the high strength requirements under the environmental protection and reduction control of the cylinder coated sand, our company utilizes two patented technologies, namely, the phenol removal technology and the polyamine oligomer additive through the hot gas flow. Phenol removal in the process of compounding sand.
The technical principle on which it is based is as follows:
(1) Principles of molecular diffusion and thin film evaporation. Substances rely on molecular motion to move from high concentrations to low concentrations and become molecular movements. Molecular diffusion is carried out in a static or laminar fluid. The sand is coated with a resin solution to form a film. The monomeric phenol in the film diffuses into the turbulent air. This process is a one-way diffusion process and conforms to Fick's law. The silica sand (original sand) used for the coated sand has a large specific surface area, and the resin film covering the surface of the silica sand is uniform and thin. According to the principle of thin film evaporation and the low melting point of phenol (40.8 °C), small molecular monomer phenol is easily diffused from the film monomer, and the introduction of hot gas flow is more conducive to this mass transfer diffusion trend. According to this principle, it can be utilized. The hot gas stream produced in the process of coated sand is subjected to phenol removal. When the strength index is reached, the amount of resin added is reduced, so that the effectiveness of the resin bonded bridge is reduced, thereby improving the cohesive force and reducing the tendency of the sand core to deform.
(2) The product in which the amino group-containing oligomer is added to the coated sand and the free phenol of the phenolic resin is an intermediate substance having a certain chemical reactivity, and the substance can be crosslinked in the core-forming and molding heat curing reaction. It is a macromolecule. This macromolecule has the characteristics of infusibility and infusibility, and has good thermal stability. Therefore, the strength and toughness of the coated sand produced are improved, and phenol is not volatilized. The additive has a trapping effect on the free phenol.
See Table 2 for comparison with coated sand prepared by several advanced index resins at home and abroad.
Table 2
3. The use of easily broken coated sand
FAW CA4GA engines are available in a variety of aluminum alloy castings such as cylinder heads and intake manifolds. The production of these aluminum alloy castings has special requirements for coated sand. It is necessary to ensure a certain strength to make the core, and it must be broken in a short time when casting below 750 °C, because the thermoplastic phenolic resin used in the coated sand and the six-methyleneamine (Urotropine) are solidified in the sand. A resin film which is not easily decomposed is formed on the surface. The casting temperature below 750 °C can only cause a very small amount of sand to contact the surface of the core of the aluminum alloy liquid to collapse. The heat released by the solidification of the aluminum alloy is not enough to cause most of the sand inside the sand core to collapse. Because not only the amount of heat released when the aluminum alloy liquid solidifies, but also the thermal conductivity of the silica sand is still low. How to ensure the strength of the sand core casting, but also to break the sand core after pouring, it is necessary to solve this problem from the resin and the addition of the disintegrating agent.
(1) Resin resin is the most important and core material to determine the properties of coated sand. The lower the amount of resin added at a certain strength, the more easily the coated sand is broken after casting. Therefore, the coated sand for cast aluminum parts should be made of high-strength phenolic resin with low viscosity, high retention length and proper polymerization speed. The round resin is more suitable than strip and sheet resin. The low viscosity, high flow length, round resin is easier to mix with the round sand particles, ensuring that the resin is combined with the sand particles, so that the bonding effect of the resin is optimized, thereby achieving the purpose of using less resin.
(2) Adding a collapsing agent to add a material that accelerates the decomposition of the resin in the coated sand to reduce the thermal stability of the insoluble and non-solvent phenolic polymer, so that the coated sand can be cast at a lower temperature and in a short time. Reduce its intensity. It should be noted that while adding the additive, the strength of the coated sand should be ensured to avoid the occurrence of pores in the casting during casting.
4. Application of low gas mulch coated sand
Porosity is one of the common defects in engine castings. The large amount of gas generated by the coated sand is the main cause of the pores, so the amount of gas generated by the coated sand is an important indicator of its performance. The sand core used in automobile castings, especially the aluminum casting sand core and the water core, have higher requirements on the gas generating performance of the coated sand under the condition of ensuring strength. The strength and burning index of the coated sand of CA4GA engine castings are normal temperature tensile strength 2.2~2.5MPa, and ignition loss <1.7%.
It can be seen from the indicators that the water jacket and the aluminum casting cylinder head in the cast iron parts have the highest requirements for the gas generation of the coated sand, because the stomatal defects caused by the gas generation are the most serious. How to ensure the strength and minimize the amount of gas generated by the coated sand can be solved from three aspects: raw sand, resin and reinforcing agent.
(1) The amount of gas generated by the raw sand coated sand is not only the amount of gas produced by the resin and the auxiliary material at high temperature, but also the amount of gas generated by the raw sand at high temperature. These gases are mainly carbonates and alkaline earth metals in silica sand. The oxide, as well as the trace amount of crystal water contained in the impurity, is vaporized. Even if dry scrubbing sand is used, these impurities still exist if roasting is not performed, but if sandblasting is used, it is economically uneconomical and wastes resources, so low-gassing reclaimed sand is used.
Is the best choice. The gas generation of different silica sands is shown in Table 3.
Table 3 Gas production of different silica sands
Note: The particle size of silica sand in the table is 0.224~0.106mm (70/140 mesh).
(2) Resin preparation Low-gas film coated sand should be selected with high-strength resin to reduce the gas generation of the resin during the casting process. High-strength resins polymerize at a slower rate, typically in excess of 50 s. The low-growth resin can increase the curing time when the core is made, so that the organic gas is emitted as much as possible when the sand core is solidified, so as to reduce the amount of gas during pouring.
(3) Reinforcing agent When formulating the coated sand with certain strength index, adding appropriate amount of reinforcing agent such as γ-aminotriethoxysilane, fully exerting the bonding efficiency of the resin and the curing agent, and achieving the purpose of adding less resin.
5. Outlook
With the rapid development of China's automobile industry, the amount of coated sand is getting larger and larger, and the performance requirements for coated sand are getting higher and higher. Therefore, the rational production and selection of various types of coated sand have practical significance for the precision machining of automotive engine casting blanks and the near-free casting. Decomposition of organic substances such as phenolic resin in molding, core making and casting process has serious impact on workers and the environment. The environmentally-friendly coated sand with less pollution can not only meet national industrial emission standards, but also clean the engine factory and green production of automobiles. The process has far-reaching implications.
Sheathed PMMA Fibre
fiber optic lighting cable is safe and gives off no heat and electricity.which are used widely on all sorts of decoration engineering , such as building , nightclub , disco , hotel , market , plaza and museum , and honored as an honored as an ideal material to replaced current means of decorative illumination.
DSPOF manufactures and supplies high quality sheathed pmma fibre on rolls. These typically consist of 0.75mm polymer fibres in multiples to create a fibre of larger active diameter.If you wanna other size Fibre optic cable lighting,Please don't heistate to contact with me
Fibre Optic Lighting Cable,Fiber Optic Lighting Cable,Fiber Optic Cable Lighting,Fibre Optic Cable Lighting
Jiangxi Daishing POF Co.,Ltd , https://www.opticfibrelight.com