Automatic tool change to increase coolant pressure in the turning center
Solution: Change the tool automatically to increase the coolant pressure in the turning center.
The turning center dominates the manufacturing industry. Regardless of size, they tend to have unnecessarily long downtimes in order to manually change the tool, and the coolant system also allows coolant to flow passively into the cutting zone. Therefore, the development work on these machines is designed to reduce planned and unplanned downtime.

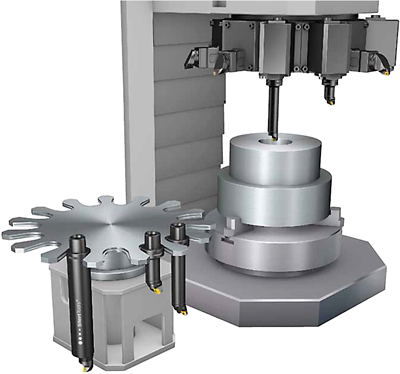
Although no one is currently considering purchasing a machining center that does not have an automatic tool change function, automatic tool change is not standard in turning centers. Part of the reason is that the turret lacks a universal shank interface that can be automatically changed. In terms of machining, the horizontal turning center has been improved to introduce Y-axis, double turret and counter-spindle, and to monitor and measure high-efficiency mass production, making it extremely efficient and flexible in actual machining. The vertical turning center has also advanced to a new stage and offers automatic tool change options. This is due to the needs of the manufacturing industry: improving the unmanned operation and versatility of the machine , reducing the moving parts, allowing the use of longer masts without limiting the turret position.
Obviously, the turret of the automatic tool changer and the standard toolholder interface will become part of the machine concept in the future. Tool development is driven by process development and vice versa. Manufacturing has promoted or responded to the advent of new technologies, and processing costs have become the bottom line of profitability.
High-pressure coolant systems are part of most modern machine tools , but the way most systems are used does not materially change the cutting process. Concept shank systems such as CoroTurn HP can operate in the high pressure range of 30 to 80 bar. Accurate coolant injection removes chips from the turning center, reduces heat, and improves chip control, improving performance and safety for unmanned machining of most materials.
But to get the most out of high-pressure auxiliary turning from materials that require higher chip breaking requirements, most applications require higher coolant speeds and pressures (up to 150 bar). This brings great advantages to the chip management of the processing area and the chip conveyor during processing. New features must be considered in turning centers, as unmanageable, difficult-to-machine and long-slurry materials are a potential risk, resulting in longer chip cleaning times and reliability.
The solution is based on the ISO standardized Coromant Capto modular tool holder system. For many years, the system has been widely used as the main manual quick tool change system for turning centers with both static and driven shanks. Currently, vertical lathes and multitasking machines use the same interface with automatic tool change. There are indications that the next phase of Coromant Capto's work will focus on developing turning centers with automatic tool change.
In preparation for increasing the coolant pressure, a new sealing mechanism has been developed that can withstand pressures of at least 150 bar. It is suitable for both manual clamping of turning centers and multi-function machine rotation. Spindle clamping. The main advantage of current development is that the interfaces are consistent and the existing cutting devices and adapters are fully compatible.
“Obviously, the turrets with automatic tool changers and standard toolholder interfaces will become part of the machine concept in the future.â€
Stable chip control
In order to achieve more stable chip control for materials that are difficult to machine, the benefits of high pressure assisted machining must be achieved by higher pressures (above the pressures currently in common use). For most applications, pressures up to 150 bar are required. This will bring significant advantages to the cutting process as well as to the chip management of the processing area and the chip conveyor.
Vertical turning center
Like the machining center, the vertical turning center is developing into an automatic tool changer. Part of the reason is the need to use a shorter alternative to hinder tool machining tool length, and partly the need to improve efficiency, unmanned production. The development of Coromant Capto will enable a universal interface for static and driven tools and establish a standard for automatic tool change.
to sum up
Shortening tool change times and changing the coolant spray pattern in the cutting zone will make machine tools (especially turning centers) more competitive in the near future.
Our night lights can be used to provide a soft, ambient glow in bedrooms and other living spaces, as well as providing safety lighting in hallways and staircases. By constantly providing new and innovative products with quality and value,we believe that we will be your perfect partner for all your trade development. We will continue delivering new products in range of cabinet lighting, decorative lighting, Motion Sensor Light and table Reading Lamps, Bluetooth speake lamps.
LED Night Light, Night Lamp ,Baby Night Lights, Kids Night Lights, Night Light For Bedroom, Night light with Bluetooth
Ningbo Deamak Star Intelligent Technology Co., Ltd , https://www.deamakstar.com